kategorier: Udvalgte artikler » Elektrikerhemmeligheder
Antal visninger: 238296
Kommentarer til artiklen: 19
Svejsetrådstilslutning
 Ud over dem, der er beskrevet tidligere trådforbindelsesmetoder (se artikel Forbindelsesmetoder: fra vendinger til lodning), svejsning er blevet brugt meget for nylig.
Ud over dem, der er beskrevet tidligere trådforbindelsesmetoder (se artikel Forbindelsesmetoder: fra vendinger til lodning), svejsning er blevet brugt meget for nylig.
Svejsning foretrækkes frem for alle andre: det er nemmest at få en pålidelig og høj kvalitetskontakt med den. Derfor er ledningenes driftstid meget lang.
Nu udføres ledningerne oftest af en kobbertråd, de prøver ikke at bruge en aluminiumtråd. Derfor vil vi yderligere fokusere hovedsageligt på svejsning af kobbertråde.
Svejsning af kobbertråde kan udføres enten ved vekselstrøm eller jævnstrøm ved en spænding på 12 - 36V, mens det skal være muligt at styre svejsestrømmen. Det bedst egnede til svejsningstråde skal betragtes som en svejsemaskine af invertertypen.
Svejsemaskiner for invertertype
Fordelene ved inverter-enheder er kendt. Først og fremmest er den lille i størrelse og vægt, og nogle modeller har en rem til bære over skulderen. Dette giver dig mulighed for at hænge enheden på et bælte over skulderen og klatre op på trinstigen for at svejse vendinger i en loddekasse.
SvejseomformereSom regel har de en bred vifte af regulering af svejsestrøm. Sådanne enheds bue er meget stabil, det antændes godt ved lave svejsestrømme, så selv en uerfaren svejser meget snart kan opnå fremragende resultater og få svejste samlinger af god kvalitet.
Fordelene ved inverterenheder inkluderer også lavt strømforbrug sammenlignet med konventionelle transformatorsvejsere. Derfor er det meget muligt at oprette forbindelse til husholdningsledninger: der vil ikke være blinking af lys og fejl i driften af forskellige husholdningsudstyr, der vil ikke være nogen klager fra naboer.
Svejsning af kobberledninger er lige så farlig som konventionel stålsvejsning. Faren for at "opsamle kaniner" og få forbrændinger fra smeltet metal er fuldt ud bevaret. Derfor skal arbejde på svejsetråd udføres i en svejsemaske, svejsehandsker. Overalls skal også omfatte arbejde med svejsning. Derudover er det nødvendigt at overholde alle brandsikkerhedsforanstaltninger og sikkerhedsforskrifter som ved traditionel svejsning.
Til svejsning af kobberledninger bruges specielle carbon kobberelektroder, der ofte kaldes ”blyanter”. I mangel af sådanne specielle elektroder kan du bruge en konventionel kulstofstang fra et ubrugeligt batteri. I dette tilfælde kan svejsestrømmen, afhængigt af diameteren og antallet af ledninger, der skal svejses, anbefales, i det mindste groft, inden for grænserne som angivet nedenfor.
En svejsestrøm på 70A er tilstrækkelig til svejsning af to kobbertråde med et tværsnit på 1,5 mm2, for tre af de samme ledninger 80 - 90A er påkrævet. For to eller tre ledninger med et tværsnit på 2,5 mm2 når strømmen 80-100A og for tre eller fire 100-120A.
Disse tal bør betragtes som vejledende, da det kobber, der bruges i ledningerne, afhængigt af producenten, varierer meget i sammensætning og egenskaber. Følgelig vil svejsetilstandene også variere.
Den optimale tilstand er, når elektroden ikke klæber til svejsepunktet, og lysbuen er stabil. Denne kombination opnås allerede i processen med at arbejde empirisk. Cirka sådanne grænser skal følges, når du køber en inverter svejsemaskine. Hvis enheden kun skal bruges til sådant arbejde, er det ikke nødvendigt med en mere kraftfuld enhed.
Svejseteknologi ledninger
Faktisk svejsning består af flere teknologiske operationer. Fjern først kappen og isoleringen fra ledningerne og derefter at dreje. Trim den resulterende drejning, så enderne på alle ledninger er i samme niveau, og snorlængden vil være mindst 50 mm.
Derefter installeres et kobbervarmefjernende klips på drejningen, og svejsemaskinens "masse" tilsluttes. Efter disse operationer bringes slutningen af den "blyant", der er ladet ind i holderen, til slutningen af drejningen, og svejsningen udføres. Som et resultat skulle der dannes en pæn kugle af smeltet kobber i slutningen af drejen, hvorefter svejsningen skal standses. For ikke at smelte ledningenes isolering, skal svejsetiden for hver drejning ikke overstige 1 - 2 sekunder. Efter at de svejste spoler er afkølet, skal de isoleres med et isolerende tape eller, mere moderne, ved hjælp af varmekrympeslange.
Hjemmelavede svejsemaskiner
Inverterapparater til at dreje spoler er meget gode, men de har en ulempe, måske den eneste. Dette er en høj pris. Derfor bliver erhvervelsen af et sådant apparat passende, når svejsning udføres regelmæssigt og ikke fra tilfælde til tilfælde, for eksempel under betingelserne for specialiserede elektrotekniske brigader og virksomheder. Hvis du bare planlægger ledningsudskiftning i en to eller tre værelses lejlighed på egen hånd er det meget muligt at komme forbi med en hjemmelavet svejsemaskine, selv bare en transformer, med passende strøm.
Som en sådan transformer er TBS-serietransformatoren (Armored Machine Transformer Transformer) vist i figuren ganske velegnet 1.

billede 1. TBS-serie transformer
Ved svejsningstråde er en transformer med en effekt på mindst 600 W og en sekundær viklingsspænding på 9 - 36V meget velegnet. En elektrodeholder og en klemme til tilslutning af “massen” er forbundet til den sekundære vikling.
Svejsning udføres med en carbonelektrode (stang fra batteriet) på samme måde som den blev skrevet ovenfor for inverter svejsemaskinen. Faktisk er hele processen den samme: fra stribe ledninger til at berøre drejningen med en kulstang og den efterfølgende isolering af drejningerne.
I mangel af en sådan transformer er det let at fremstille den selv. Dette kræver et W-formet transformerjern med et kerneområde på mindst 30 cm2. Med et areal på 30 cm2 og en netspænding på 220 V indeholder den primære vikling 293 omdrejninger foretaget af en viklingstråd med en diameter på 0,8 - 1,0 mm.
Den sekundære vikling vikles i tre ledninger med en diameter på 3 mm eller tyndere i fire til fem ledninger, men kun så det samlede areal ikke er mindre end 15 - 20 mm2. Når spændingen på den sekundære vikling er 10V, skal den indeholde 13 omdrejninger med det angivne strygejern.
Hvis der ikke findes et sådant jern, kan antallet af drejninger bestemmes ved hjælp af nedenstående formler.
W1 = 40 * U1 / S
W2 = 40 * U2 / S
I henhold til disse formler bestemmes antallet af drejninger for primær- og sekundærviklingen, hvor S er kerneområdet, 40 er den empiriske koefficient (kan ligge i området 40-60, jo bedre jern, desto mindre er antallet), U1 netspænding (220V), U2 - krævet sekundær spænding. I øvrigt er denne formel velegnet til beregning af enhver transformer, ikke nødvendigvis svejsning.
Som i det foregående tilfælde har du brug for en svejsemaske eller briller og vanter, ellers er det garanteret forbrænding med smeltet metal eller "kaniner" i øjnene. For at forenkle svejseprocessen kan du bruge den specielle klemme, der er vist på figuren. 2.
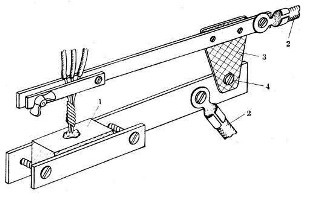
billede 2. Drej svejser
Enhedens design er enkel og forståelig ud fra figuren. Spændingen fra svejsetransformatoren ved hjælp af ledninger 2 tilføres til den øvre (bevægelige arm) og nedre (basis) dele, der er forbundet med en isoleringsplade 3 ved hjælp af et hængsel 4. En carbonelektrode 1 med en fordybning til fluxen, der bruges som sædvanligt, er fastgjort til basen borax solgt på apoteker.
Ledninger 2 skal være så korte som muligt, og tværsnittet skal være så maksimalt som muligt, ikke mindre end tværsnittet af den sekundære vikling af transformeren.Strømafbryderen skal være så tæt som muligt, det er bedre, hvis det er en passageomskifter på ledningen, som en gulvlampe.
Svejseprocessen i dette tilfælde ser sådan ud. Først fastgøres den svejste drejning med en vingeklemme på den bevægelige arm. En flux hældes i udsparingen af carbonelektroden, håndtagene komprimeres for hånd. Derefter påføres spænding til svejsetransformatoren, og der dannes en kugle i udsparingen af carbonelektroden under fluxlaget. Derefter skal transformeren slukkes og vente et stykke tid, indtil bolden afkøles direkte i armaturet.
Svejsetid er som regel praktisk taget bestemt, derfor skal du først øve på unødvendige rester af ledninger. Ved hjælp af denne enhed er svejsning af aluminiumtråde såvel som aluminium og kobber mulig. Metoderne til udførelse af vendinger i dette tilfælde er vist på figuren. 3.
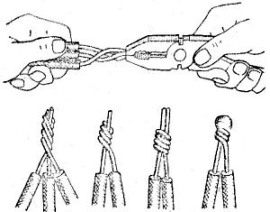
billede 3. Drej til svejsning af ledninger
Læs om plastsvejsemaskinerher. Artiklen beskriver flere hjemmelavede design af sådanne enheder til hjemmeværkstedet.
Boris Aladyshkin
Se også på elektrohomepro.com
: